![]()
![]()

PTⅡ


●有気孔のため切れがよく、切り粉の排出も良い。
●目詰まりしにくく、ドレスインターバルが長くなる。
●熱の発生を抑えるため、ワークが焼けにくい。
●粘りがあり、熱による変化の大きい金属や薄物加工に最適。
Φ150x600L 周速1837m/min
ワーク速度23.5m/min
切込み15μm 研削代0.2㎜
従来のGCに比べ、以下のメリットが出ました。①切込みが今までは10μmが限界でしたが、15μmまで増やせるようになりました。②ドレスを今までは粗加工で3回必要でしたが、ノードレスで加工できるようになりました。③従来は0.01㎜は振れていましたが、PTⅡは0.003㎜以内で済みます。④送りマークや、ビビリなどの焼けが無くなりました。以上のメリットにより、大幅に加工時間が短縮できました。
Φ1000x1500L 周速1670m/min
ワーク速度9
m/min
切込み5μm
研削代0.15㎜ 面粗さRmax2位
従来のGCは目詰まりが早く、頻繁にドレスが必要なため、1日10本しか加工できませんでした。PTⅡは切れ続けるため、1日20本の加工が可能になりました。
560x33 T0.8 周速1800m/min
研削代0.2㎜M
目詰まりによる熱で大きく反りが出るなど加工困難なため、仕事を断っていましたが、PTⅡで試してみたところ、反りによる不良はゼロで、加工不能と思っていた長さも問題なく加工できました。
周速1740m/min 切込み10μm
研削代0.1㎜
従来品ではビビリ、タタキ目が出ることが問題でした。ワーク面積が大きくなると特にひどくなっていましたがPTⅡで解消されました。ただし、全てでは無いので、これからも改良しないといけません。
50x5x3T 周速1800m/min
切込み1μm 研削代0.1㎜
面粗さRmax3位
アルミナ系、DIA、CBNなど色々試しましたが、すぐに目詰まりを起こし、ワークの形状が崩れることが問題でした。その中でCBNの電着が一番うまくいきましたが、PTⅡに変え、完全に角ダレが無くなったわけではないですが、面粗度含め、今までで一番問題無く使用できています。
1000x125 T50 研削代0.1㎜
従来はすぐに焼けてしまうため、0.03㎜でドレスしていました。PTⅡは0.1㎜までノードレスで加工でき、大幅な時間短縮になりました。
周速1980m/min、切込み5μm 研削代60μm、面粗さRmax3~6.2
パイプ材はすぐにたわんでしまうため、ビビリが問題でしたが、PTⅡは切れるためかビビリも無くなり良好です。
周速1680m/min 切込み5μm
研削代0.2㎜
従来の単結晶砥粒では、目詰まりが原因で、外周面と角が焼けてしまうため頻繁にドレスしていましたが、PTⅡに変えノードレスで加工できるようになりました。
130x3x2T 周速1200m/min
切込み2μm 研削代
0.4㎜
今までGCや、VITCBNをテストしましたが、切れが悪く、熱を持ち、すぐにそりが出ていましたが、PTⅡは反りがなく寸法も出て良好です。ただし安全のため、5/100に1回ドレスは行っています。
Φ95x450L
SUS304の表面をGC60Hで0.05㎜研削していましたが、目詰まりが早く、ドレスを頻繁に行い、15~20分時間がかかっていました。PTⅡは#80に上げても切れて、加工時間は約2分になりました。
900x600 周速1800m/min
切込み2~5μm 研削代50~80μm
面粗さRmax3
従来に比べ、研削音が非常に静かになりました。切れ味重視の選定をしてもらいましたが、トイシのコーナーダレもなく、面粗度も良好です。

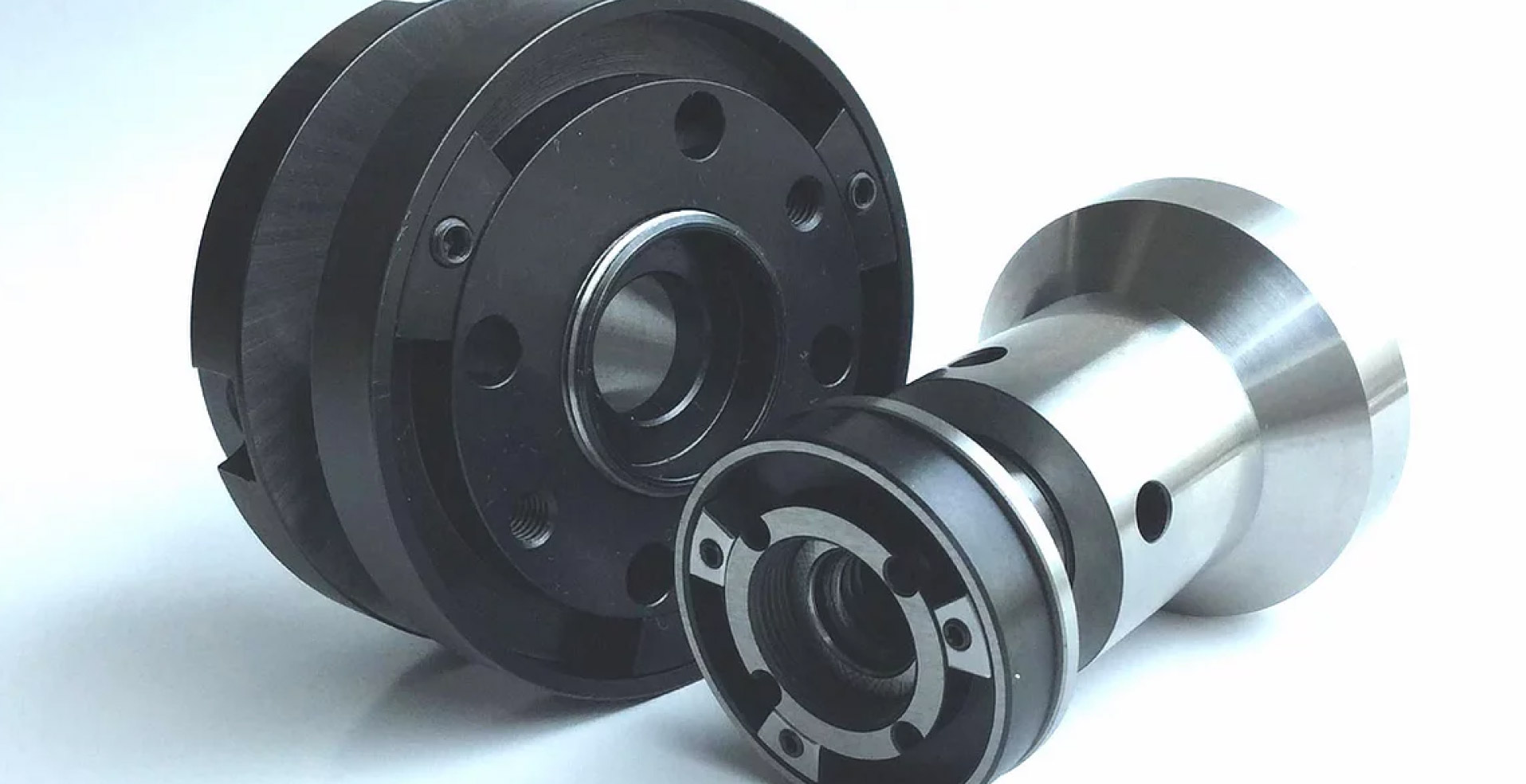
GRINDING WHEEL
気孔に特長のあるビトリファイドトイシを
中心にご覧いただけます。

DIAMOND/CBN WHEEL
セラミックボディーの有気孔
「シナジーホイール」などがご覧いただけます。
GRINDING RELATED PRODUCTS
研削に関わる全ての製品を
取り扱っております。