![]()
![]()

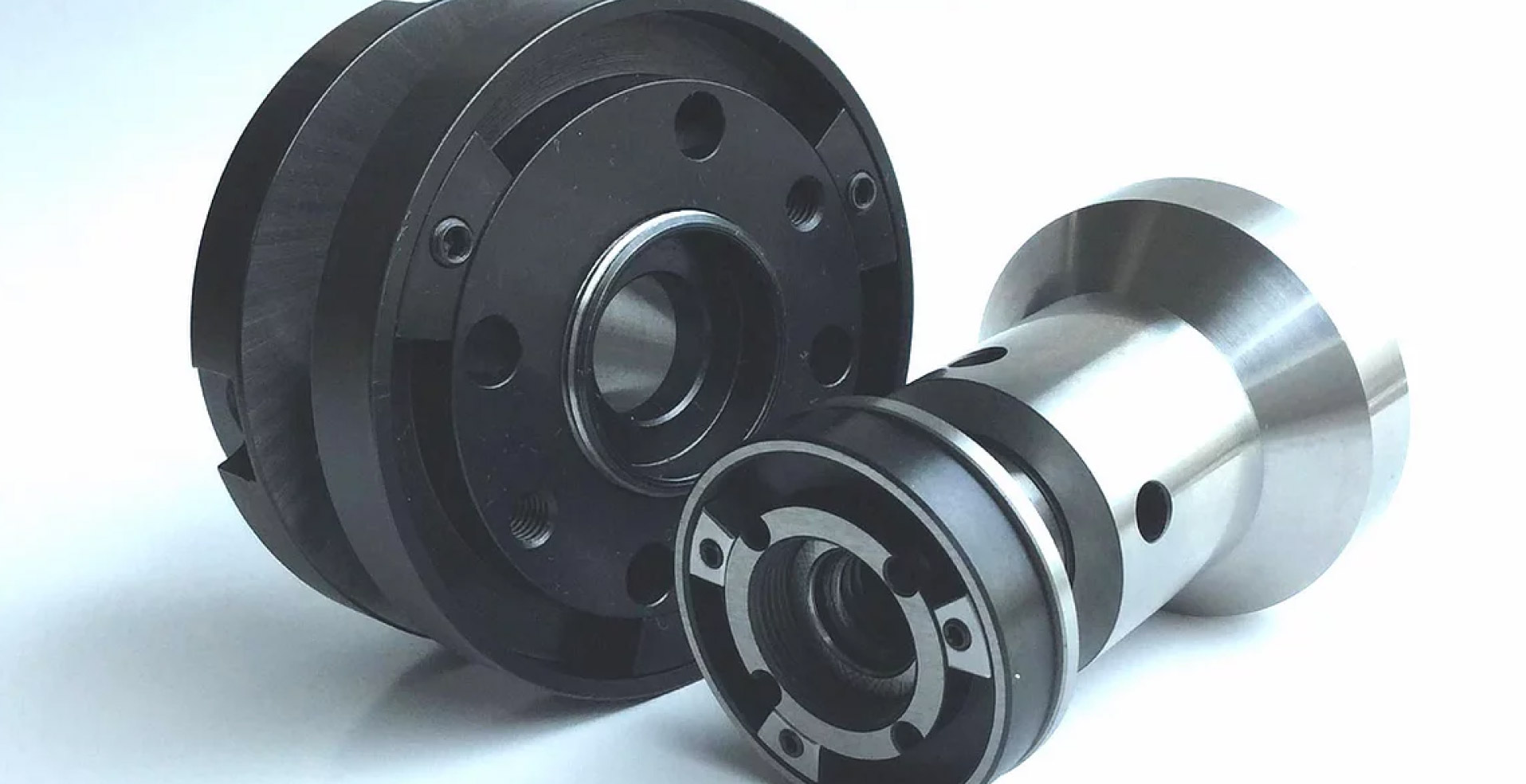
BPDホイール


●熱に弱いダイヤモンド砥粒から、研削熱を逃がす新ボンドを採用。
●従来のホイールに比べ、角持ちが非常に良い。
●有気孔タイプにもできるので、研削比があがる。
●乾式、湿式加工のどちらでも使用できる。
●ボンド、気孔の両方から冷却させることができる。
周速1766m/min 切込み0.2㎜
研削代0.2㎜
従来品はすぐに目詰まりを起こし、形状もダレて、光の見え方(エキセントリック)が湾曲していた。BPDホイールは目詰まりが少なく、形状持ちも良く、初回から問題無く良好に使用できています。
80x80 周速2355m/min
切込み1μm 研削代2㎜
80Lのワークを2㎜加工しており、従来は2㎜加工に対し、約20μmホイールが消耗していました。BPDでは消耗が5µm以内の消耗なので、寸法が決めやすく、切れ味の持続も良い状態が続いています。
Φ20x100L 周速1800m/min
切込み1.5㎜ 研削代1㎜
エンドミルの溝を加工する際、ホイールの角ダレが多く、頻繁にドレッサーで修正していました。周速も上げるとタタキが出るので1500m/minに落として使用しており、余計角がダレやすくなっていましたが、BPDに変えることで、周速を1800m/minまで上げても切れるので、一気に問題が解決しました。
周速3000m/min 切込み3μm
コンタリング加工で使用しており、従来品より形状崩れが少ないので、約30%加工時間が短縮できました。
Φ16 乾式加工
従来は7~8本の加工に1度ドレスを入れていましたが、BPDは25本加工できるようになりました。従来はチッピングが出るので軟らかめにしていましたが、BPDは硬くしてもチッピングが出ません。
研削代0.1~0.3㎜ 湿式加工
チップブレーカーの加工で、今まで色々なホイールを試しましたが、BPDは形状崩れ、研削面、研削性、全て基準内に入っており、重宝しています。
Φ80x1500L
BPDは目詰まりが少なく、切れが良いだけでなく、成形も早く出来るのでホイール寿命も延びました。(従来1㎜に対し、0.6㎜)周速も2150→2400m/minに上げることができました。
周速2826m/min 切込み1~2μm
研削代3㎜
BPDは角持ち、切れ共に良く、メタルに比べても角持ちはそこまで変わらず、切れ味は良いです。メタルは湿式しかダメですが、BPDは乾式も使用できるので、加工が楽になりました。
周速1254m/min
従来品は切込みを0.01~0.02㎜入れて使用していましたが、BPDは0.03~0.04㎜切込んでも焼けが少ないため、加 工時間が半分になりました。
周速1800m/min 切込み粗5μm
仕上げ2μm
形状崩れを起こすたび、ドレスを繰り返していましたが、BPDは角ダレが少ないので、粗~仕上までノードレスで加工できるようになり、加工時間が30%短縮しました。

GRINDING WHEEL
気孔に特長のあるビトリファイドトイシを
中心にご覧いただけます。

DIAMOND/CBN WHEEL
セラミックボディーの有気孔
「シナジーホイール」などがご覧いただけます。
GRINDING RELATED PRODUCTS
研削に関わる全ての製品を
取り扱っております。