![]()
![]()

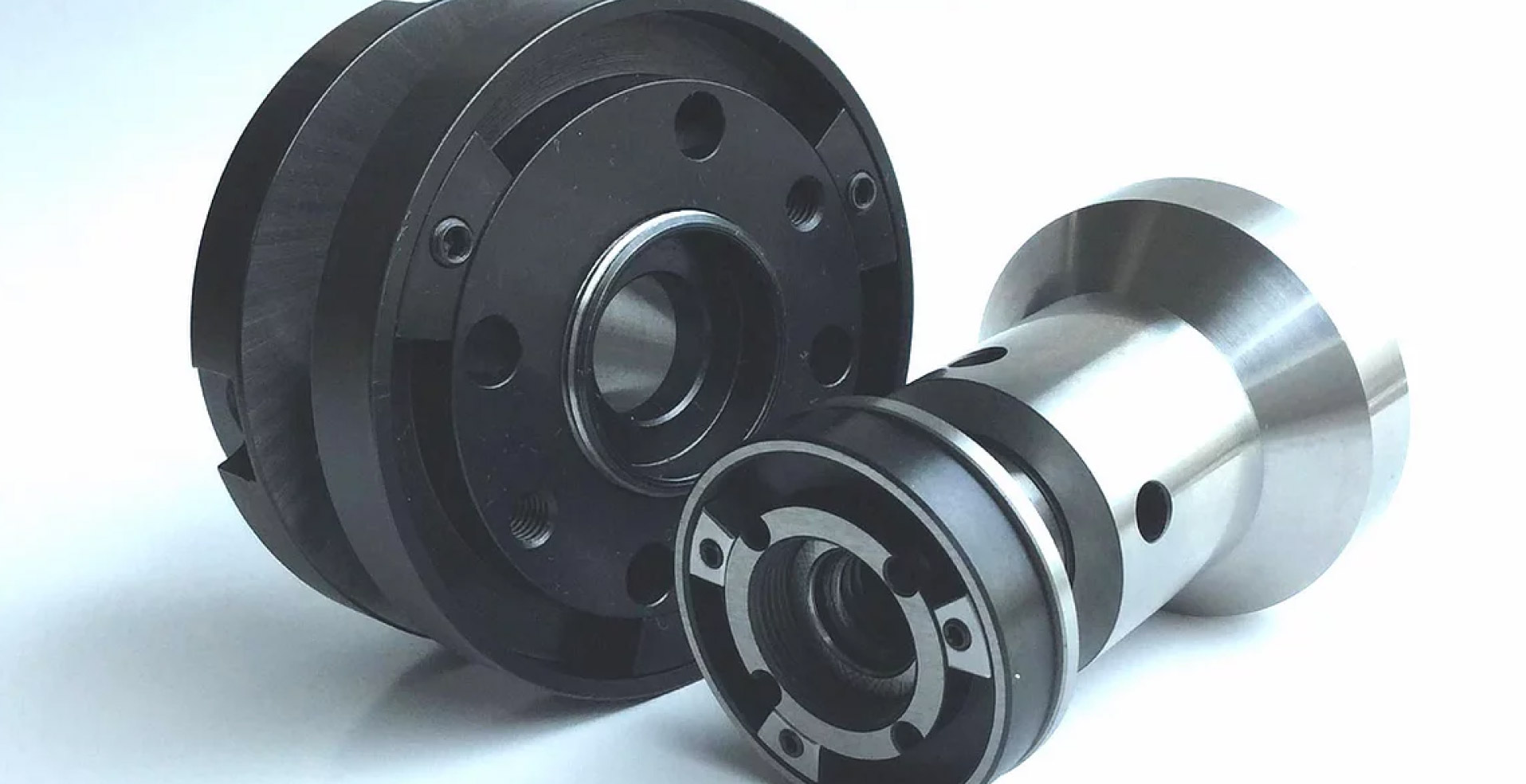
BKホイール

●有気孔のため、以下のメリットがある。
①切れ味が持続するため、ドレスインターバルが延びる。
②切り粉の排出、放熱効果がある。
③研削抵抗が低くなる。
●気孔量が調整できるため、設計自由度が高い。
●難削材の加工に効果があり、さまざまな研削、研磨に対応できる。
25x250 周速659m/min
ワーク速度15m/min 切込み2μm
研削代0.2㎜
従来品は切込みをかけると食い込んでしまい、ワークが中高になり、平行度で1~2/100㎜の誤差が出てしまい、ワークによっては片側切込みに調整しないといけないケースもありましたが、BKは切れが良く、食い込みもなく、安心して加工できるようになりました。今回の加工では平行度0を達成することができました。
15x15x6 研削代1㎜
従来は無気孔タイプを使用しており、研削面の大きい加工では工具が割れてしまうことがありました。BKに変え、割れやカケが無く、安心して切込むことができるようになりました。
Φ60x800L 周速1960m/min
ワーク速度26m/min 切込み0.01㎜
研削代0.5㎜ 面粗さ0.3以下
従来ビトダイヤの#140、集中度125を使用しており、ワーク1本加工するのに2、3回ドレスを入れていましたが、BKだとノードレスで1本加工できるようになりました。ドレッサーの付け替えの手間が少なくなり、ホイール単価自体安くなったので大変メリットがあります。
Φ110x50L 研削代1㎜
BKホイールに変えることで、加工条件を周速1400→1600m/min、粗切込み6→10μm、送り速度250→400m/minまで上げられるようなり、加工時間の短縮に繋がりました。
周速2070m/min 切込み0.01㎜
以前は結合度の硬いものを使用しており、周速も1120m/minで使用していました。BKホイールに変える際、スペックも提案してもらったものに変更することで、2070m/minまで上げても切れて、面も良くなり、加工時間の短縮に繋がりました。
55x55x23T 研削代3㎜以上
従来は無気孔タイプの#170Nを使用していましたが、面が安定しないこと、加工時間がかかること、研削音が大きいことが問題でしたが、BKに変え、目詰まりが少なく、切れているからか面粗度も安定し、加工時間の短縮に繋がりました。切込み3→8μm、前後送り10→15㎜、加工時間12.5→2.85時間
Φ80x600L 周速1500m/min
ワーク速度7.5m/min
切込み10μm 研削代0.5㎜
従来はワーク1本加工すると目詰まりを起こし、アンペアが上がっていましたが、BKホイールは4本ノードレスで加工できるようになりました。
10x10x6 研削代2~3㎜
サーメットの加工で、従来品は切れが悪く、時々熱により割れてしまうため慎重に加工しており、2㎜研削するのに90秒かけていましたが、BKは切れて割れないため、20秒で加工できるようになりました。
100x60x22.5
周速1680m/min 切込み5μm
研削代1㎜ 面粗さRZ1.6
BKは従来品に比べ、ホイール周速を上げても同等に切れるため、結果的に消耗も少なくなり、高い研削比を得ることができました。また、ホイールの熱収縮が非常に小さく、安定した寸法管理ができるようになりました。
切込み1μm
従来は最終段階で熱による食い込みや焼けが時々でるため、非常に注意が必要で大変な加工でしたが、BKは切れるからかそういう心配がなく、安心して加工できるようになりました。
周速1594m/min
ワーク速度10m/min
切込み量粗5μm 仕上げ2μm
研削代0.2㎜ 面粗さRa1.6以下
従来はビトCBNを使用しており、目詰まりはないですが、角が欠けてボロボロになり、ワークも焼けていました。BKに変えると欠けは無くなり、音も静かで切れが良く、安心して加工できるようになりました。

GRINDING WHEEL
気孔に特長のあるビトリファイドトイシを
中心にご覧いただけます。

DIAMOND/CBN WHEEL
セラミックボディーの有気孔
「シナジーホイール」などがご覧いただけます。
GRINDING RELATED PRODUCTS
研削に関わる全ての製品を
取り扱っております。