![]()
![]()

シナジーホイール


●研削音が非常に軽快で静かなため、誰でも安心して使用できる。
●ホイールの熱膨張が非常に少ないため、以下のメリットがある。
①設定通りに切込みがかけれるため、何度も測り直す必要がなく、仕上げ代も少なくてよい。
②角持ちと面粗度が良くなる。
●ビトホイールと同等の切れがあるため、ビトからの切り替えが可能になる。
●非常に扱いやすいため、使用者の熟練度を問わない。
Φ2.9x60L周速1769m/min
ワーク速度1.4m/min
切込み10μm 研削代0.1㎜
従来品はオーバーカットによる不良を防ぐため、加工中に何度も測定をしなければいけませんでした。また午前中や、午後一番の加工で、寸法が出にくいのは機械のせいと諦めていましたがシナジーに変えることで、それらの問題は、ほとんど解決しました。また大きめのワークに対しては、切れが良いので左右送りを早くすることができ、加工時間の短縮に繋がりました。
30x1300 周速1600m/min
切込み10μm 研削代15㎜
切込み0.01㎜ 研削代0.03~0.05㎜
従来品はすぐに目詰まりを起こすため、1日に4~5回ドレスが必要でした。シナジーは朝1番にドレスするたけで、1日ノードレスで加工できるようになりました。ドレスで減らすことも無くなったの、従来は7Ⅹでしたが、5Xに変えてもホイール寿命は延び、加工時間もホイールコストも大幅なメリットが出ました。
Φ8 周速1695m/min
ワーク速度5.6m/min
プランジカット 研削代3㎜
従来は大体400本加工すると、ワークにスジが発生するためドレスが必要でしたが、シナジーは約1,000本ノードレスで加工できるようになりました。またドレッサーはブレーキドレッサーを使用しており、セットからドレスが終わるま で1時間以上かかっていましたので、ドレスインターバルが延びたことは、大変嬉しいです。
Φ8x100L 周速1692m/min
ワーク速度7.5m/min 切込み5μm
研削代0.02㎜
従来はオーバーカットによる不良を心配し加工条件を変更できませんでしたが、シナジーはオーバーカットしないため能率を上げるために色々な条件を試せるようになりました。また従来は温度の変化により、加工寸法が不安定でしたが、 シナジーは常に加工寸法が安定しているため、作業が楽になりました。
周速706m/min
ワーク速度8.4m/min
切込み粗0.5μm 仕上げ0.3μm
研削代0.005㎜ 面粗さRy0.3
従来の#1200よりも粒度は細かいですが、研削抵抗は少なく、仕上がり面も上がり良好です。
300x500 T50 周速2000m/min
ワーク速度25m/min 切込み粗6μm
仕上げ0.3μm 研削代0.2~0.3㎜
従来はアルミボディーを使用しており、朝一から仕上げ加工を行うとワークに食い込むため、2時間位は粗加工しか行うことができませんでした。シナジーに変えてからは食い込む心配が無くなったので、朝一から精度良く仕上げ加工が出来 るようになりました。またU寸法を15→25㎜に変えても負荷が上がりませんでした。
Φ10x150L 周速1650m/min
ワーク速度5.7m/min 切込み5μm
研削代20μm
従来より切れが持続します。従来は切り残しが1~2μmありましたが、シナジーは寸法通り出るので使いやすいです。 サーメットを加工する際も、従来より目詰まりしにくく、ドレスインターバルが延びて良好です。
300x200x3T 周速1600m/min
切込み粗0.01㎜ 研削代0.3㎜
従来は0.01㎜研削すると研削音が高くなり、ドレスが必要な状態でした。シナジーは0.03㎜までノードレスで加工出来るようになりました。また集中度も75に下げることで、コストダウンにもつながりました。
300x500 周速1696m/min
ワーク速度19.2m/min
切込み粗1.6μm 研削代0.05㎜
従来のアルミボディーは研削後に寸法測定を行い、再度加工しようとするとホイールの熱膨張によりワークに当たらず、ひどいときは0.01㎜近く誤差がありました。シナジーは熱膨張がほとんどなく、誤差も1μmのため、加工時間が短縮できました。何より今まで研削盤が悪いと思っていましたが、原因がホイールと判明したことも大きいです。
100x100x20T 周速610m/min
ワーク速度6m/min 切込み粗0.3μm
仕上げ0.2μm 研削代1.8μm
面粗さRa0.004 RZ0.032
前加工は#2000を使用しており、この領域はシナジーホイールのみ可能だと痛感しています。
NCで加工しており、アルミボディーだと熱膨張により数値入力のわずかな時間でも寸法が変わっていました。しかも円筒研削の場合、平研と違い、寸法誤差はホイールの寸法変化の2倍になるため、時間がかかっていました。シナジーは 温度変化による寸法の変化がほとんど無いため、大変使いやすいです。
T0.8~1㎜ 周速1800m/min
切込み1μm 研削代0.2㎜
従来は切込みを1μmかけるだけでワークに反りが出ていましたが、シナジーは切込み1μm以上かけても反りが出ないので、加工時間が短縮しました。更に細目の粒度でも切れるので、#230→#325を採用することができました。
周速1980m/min 切込み5μm
これまで使用してきたホイールは、ホイールが膨張するため設定通りに切込むことができず、3µmに抑えていました。 シナジーは5µmまで切込みを上げることができ、効率が上がりました。何より研削音が静かなので安心できます。
500x500 研削代0.2㎜
従来はVIT CBN#170を使用していました。シナジーに変えることで切込み5→8μm、ホイール周速1507→1884m/minに加工条件を上げることができました。耐久力も3ヵ月から倍近く延びることで、ホイールの単価は上がりますが、トー タルコストでは充分にメリットが出せるようになりました。
50x40x6T 周速1440m/min
ワーク速度15m/min
切込み2~5μm/pass
従来より#270→#600→#2000で鏡面を出していましたが、シナジー#270に変えたら面が安定し、切れも持続するため、#600の加工時間が半分以下に短縮しました。現在は全てシナジーを使用しています。

GRINDING WHEEL
気孔に特長のあるビトリファイドトイシを
中心にご覧いただけます。

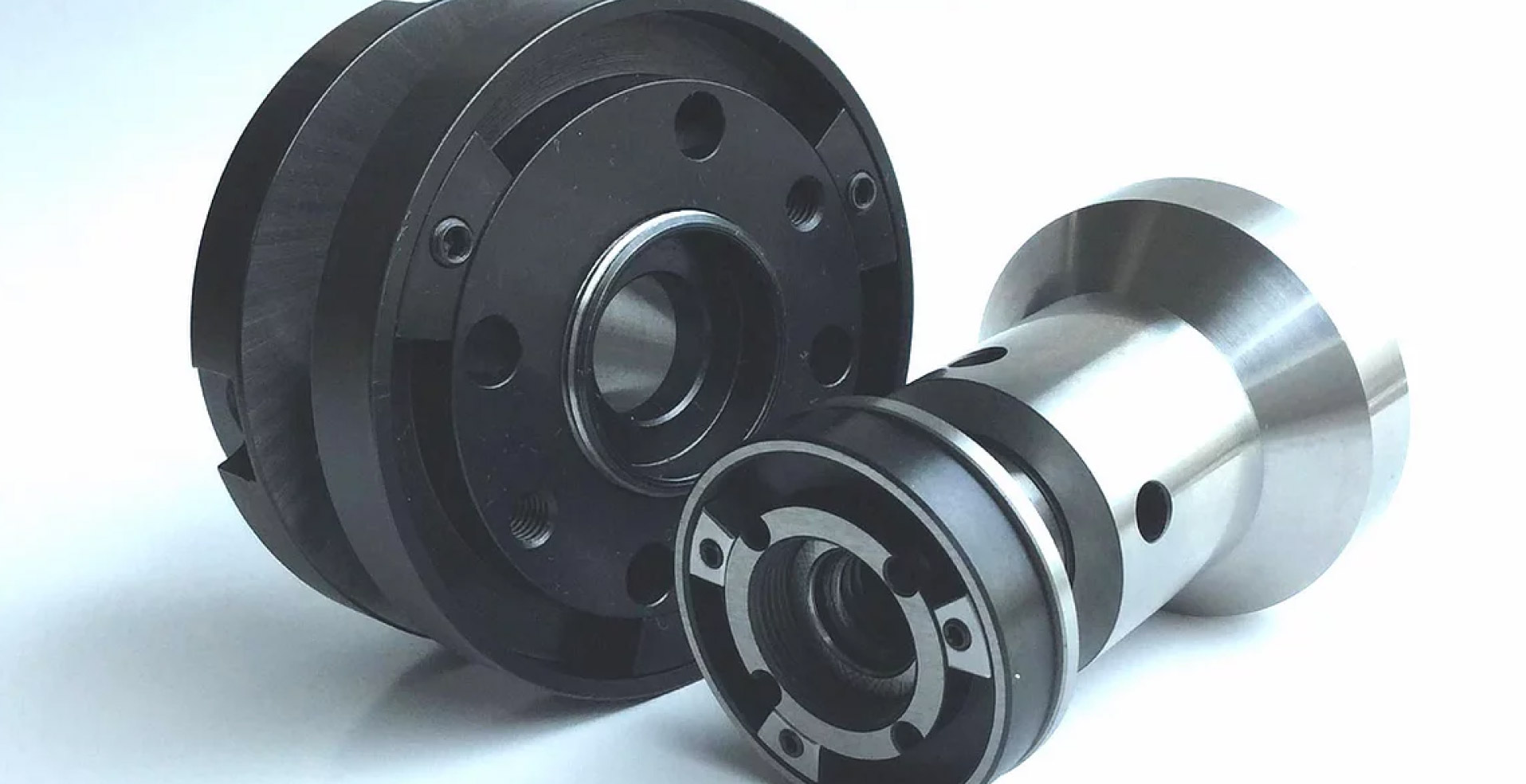
DIAMOND/CBN WHEEL
セラミックボディーの有気孔
「シナジーホイール」などがご覧いただけます。
GRINDING RELATED PRODUCTS
研削に関わる全ての製品を
取り扱っております。