![]()
![]()

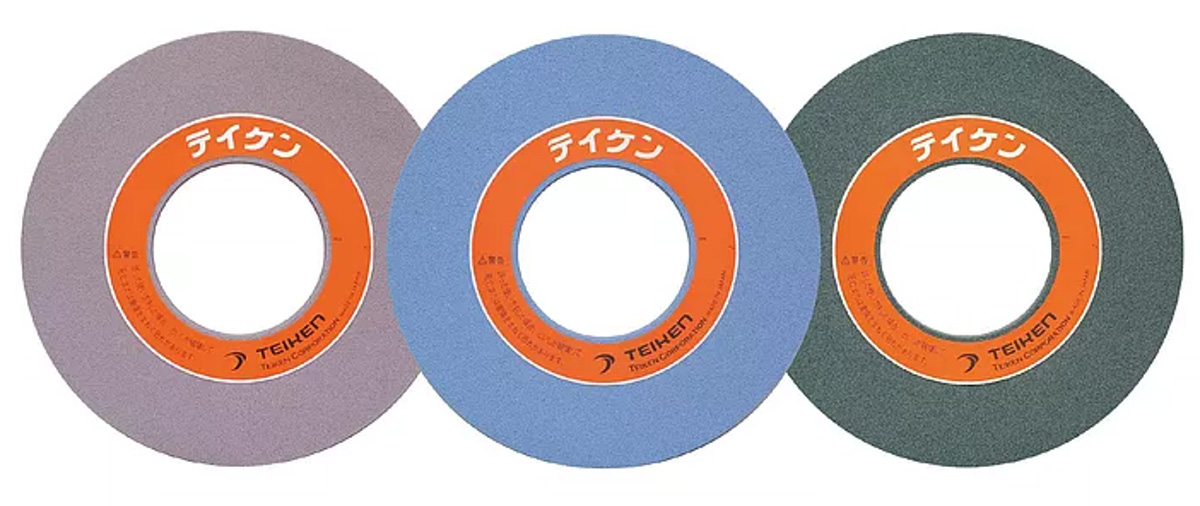
ドルチェシリーズ
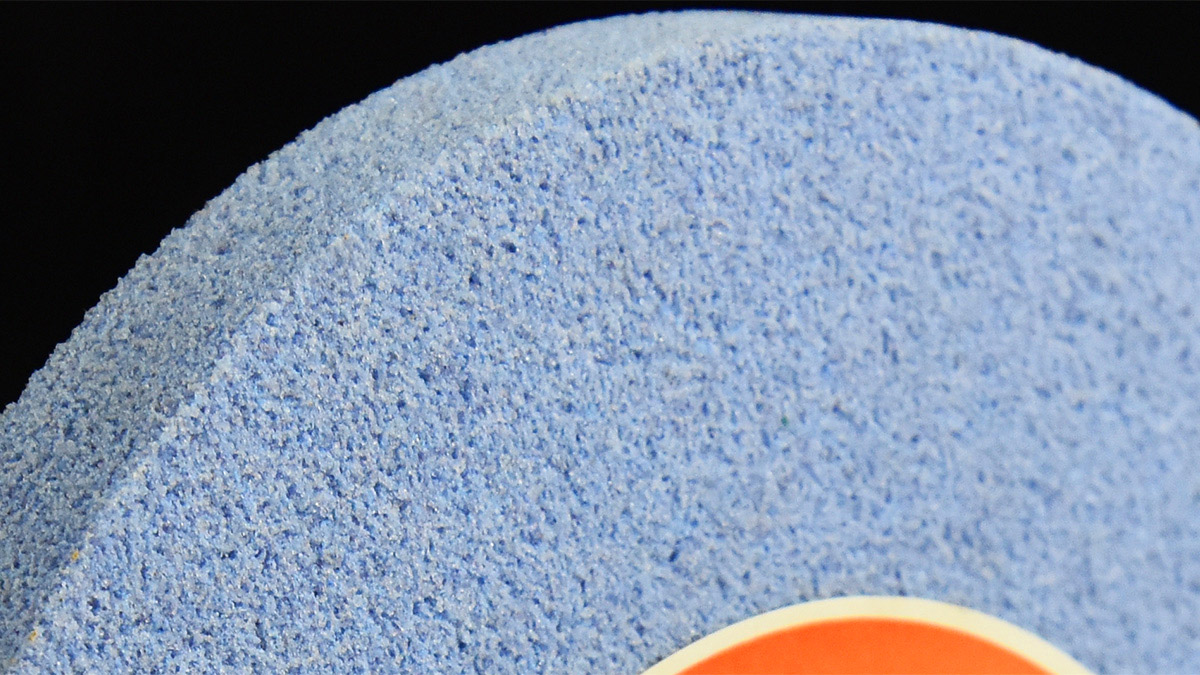
●軟らかく設計できるV29ボンドかつ、ポーラスタイプの「PTⅡ」同等の気孔率を採用。
●加工内容に合わせ、「RZ」「HW」「SPW」の砥材より選択できる。
●切れが良く、熱の発生も抑えるため、従来より細目の粒度設定が可能になる。
●ワークがたわみにくい、ビビりにくい。
●研削音が静かなので、安心して加工できる。
周速2000m/min 切込み3µm
従来のセラミックトイシでは、厚み5㎜の薄物を加工する際、負荷がかかることでワークが飛んでしまうことがありました。 そのため目が離せませんでしたが、ドルチェは研削抵抗が少ないため安心して加工できます。
周速1600m/min ワーク速度15.6m/min
切込み0.01㎜ 研削代0.03~0.05㎜
従来は#54を1200m/minで使用していましたが、ドルチェだと#60で1600m/minまで上げても問題なく切れ、面も上がりました。またドルチェに変えてからは薄物から、面積の広いワークまで1枚で対応できるようになりました。
周速1840m/min ワーク速度30m/min
切込み5µm 研削代0.2㎜
従従来はWAを使用していましたが、頻繁にドレスが必要、ワークが熱くなる、寸法も出ないなど色々な問題がありました。ドルチェは非常に切れが良く、寸法も狙った通りで、ノードレスで加工できるようになりました。
Φ14x400L 周速2700m/min ワーク速度4.4m/min
切込み0.01㎜ 研削代0.2㎜
従来はWAを使用しており、2~3本加工する度、ドレスを入れていました。ドルチェは最初の当たりから切れが良く非常に良好で、周速を2700m/minまで上げることが出来ました。(ワークが細長いため比率は1/613で使用)
Φ180x540L 周速2337m/min ワーク速度23.7m/min 切込み粗15µm 仕上げ8µm
従来は#54を使用していましたが、送りマークや焼けが出やすいため、切込みを粗で10µm、仕上げで5µm、スパークアウトを5回行っていましたが、ドルチェは切れが良いので切込みを増やし、スパークアウトの回数を減らすことができるようになり、生産性が上がりました。
Φ300x1160L 周速1200m/min ワーク速度19m/min 切込み片側5μm 研削代50μm
従来は単結晶砥粒の#80と#100の2枚でメッキ剥がしと仕上げに分けて使用していましたが、RZWドルチェは1枚で粗~仕上げまで加工できるようになりました。良好なポイントは1枚で加工できること、研削性が良いため加工時間が短縮できること、真円度が安定していることです。
Φ200x30T 2枚並べて加工 周速1850m/min ワーク速度0.3㎜/min 切込み0.01㎜ 研削代0.3㎜
従来は単結晶砥粒の#60を使用しており、以下が問題でした。①寸法が狙った半分も出ない、②タタキや焼けが出る③切込みがかけられない、④頻繁にドレスしないといけない。RZドルチェに変えることで全ての問題が解消でき、トイシの単価は上がりましたが、トータルコストはかなり下がりました。
Φ16~35x500L 周速1795m/min ワーク速度8.2m/min 切込み0.01㎜ 研削代0.05~0.2㎜
従来のRZに比べ、目詰まりなく切れ続け、ドレスインターバルが5倍延びました。また誰が加工しても良好に加工できるので助かります。SCMの細長いパイプ状のワークも従来品に比べ、消耗が少なく、面や寸法精度も良好です。
Φ160x750L 周速1437m/min ワーク速度15m/min 切込み5μm 研削代0.2㎜など
ドルチェに変えることで、粗加工はノードレスで加工できるようになりました。当たりは柔らかいですが、消耗は少なく狙った寸法が出せます。それだけでなく、SUS304、硬質クロムメッキを1枚のトイシで加工できるようになり、トイシの付け替えの手間も無くなりました。
900x1200等 周速1778m/min ワーク速度40m/min 切込み5μm 研削代0.06㎜
セラミックトイシからドルチェに変えることで、周速1319→1778m/min、テーブル速度30→40m/s 切込み3→5µmに条件を上げることができ、大幅に加工時間短縮につながりました。それだけでなく面がキレイなので、仕上げ加工を無くしても良さそうです。
Φ300x1000L 周速800m/min ワーク速度14m/min 切込み5µm 研削代0.4㎜ 面粗さ2S以下
メッキから溶射に変わり、従来の単結晶砥粒では目詰まりが早く、研削性が悪くなってしまいました。そこでドルチェに変えると、目詰まりも少なく良く切れ、面粗度も問題なく、良好になりました。
Φ600x1400L 周速1300m/min ワーク速度28.6m/min 切込み粗8μm 中5μm 仕上げ2μm
従来は単結晶砥粒をしており、すぐにビビリが出るため、頻繁にドレスが必要なので、研削盤から離れることができませんでした。ドルチェは最初にドレスすれば仕上加工までそのまま行うことができるので、他の作業ができるようになり、非常にメリットのある提案をいただきました。

GRINDING WHEEL
気孔に特長のあるビトリファイドトイシを
中心にご覧いただけます。

DIAMOND/CBN WHEEL
セラミックボディーの有気孔
「シナジーホイール」などがご覧いただけます。
GRINDING RELATED PRODUCTS
研削に関わる全ての製品を
取り扱っております。